


Installation of the paper machine at SAICAs Partington mill near Manchester starts later this week (March 16) and marks the final stage in the development of the state-of-the-art 290 million plant.
A successful installation is likely to see the cardboard mill producing lightweight corrugated material even ahead of its scheduled operation date of early 2012.

For the UKs waste paper sector this will provide a large new domestic outlet for used material (mainly old corrugated boxes), and for SAICAs own box-making customers, as well as independent box makers, a competitive UK-made final product will be available.
The decision by the Spanish-owned company to set up Saica Containerboard UK and invest in the new mill is exciting for the UK as it sees investment in one of the most modern and fastest board making machines in the world.
For SAICA it is a strategic investment for a company which sees itself as international and not just Spanish-focused. It has identified the UK market as being short on production and having stable consumption of board as well as good supplies of recovered paper.
Founded as a small paper mill in 1943 as Sociedad Anonima Industrias Celulosa Aragonesa, SAICA remains family owned and employs nearly 9,000 people in three divisions. The papermaking division has three mills in Spain and France, housing six paper machines.
The environmental division has 40 paper collection and recycling sites in Spain, Portugal and France while the packaging operation has 45 corrugated plants including several in the UK. The environmental division is known as Natur and operates largely as a waste management business while collecting large volumes of cardboard for the mills to reprocess.
Finance for the UK mill, which includes a combined heat and power unit (CHP), has come in large part from a 170 million Euro loan, signed in January 2011, given to SAICA by the European Investment Bank. It is the the fourth loan signed by the Bank with the company. ( for details of the loan, see here).
In terms of technology and strategy, the performance aims for the Partington project are evident in the aspirations of project manager Erkki Savolainen, who is thrilled with the projects challenges and its delivery.
A Finnish papermaking expert, Mr Savolainen says that the Manchester sites location was a big plus in choosing where to put a UK mill.
This was ideal because it had good access to motorway networks , there are large volumes of water and access to the raw materials and it is an industrialised area. We will also be supporting road improvements to be carried out nearby which will also be supported by the North West Development Agency.
Construction
In terms of regeneration, construction of the mill has meant that the site, formerly home to a petroleum depot which had been covered in silt dredged from the adjacent Manchester ship canal, has been restored. This was helped by the installation of 55,000 vertical band drains by contractor Balfour Beatty Ground Engineering.
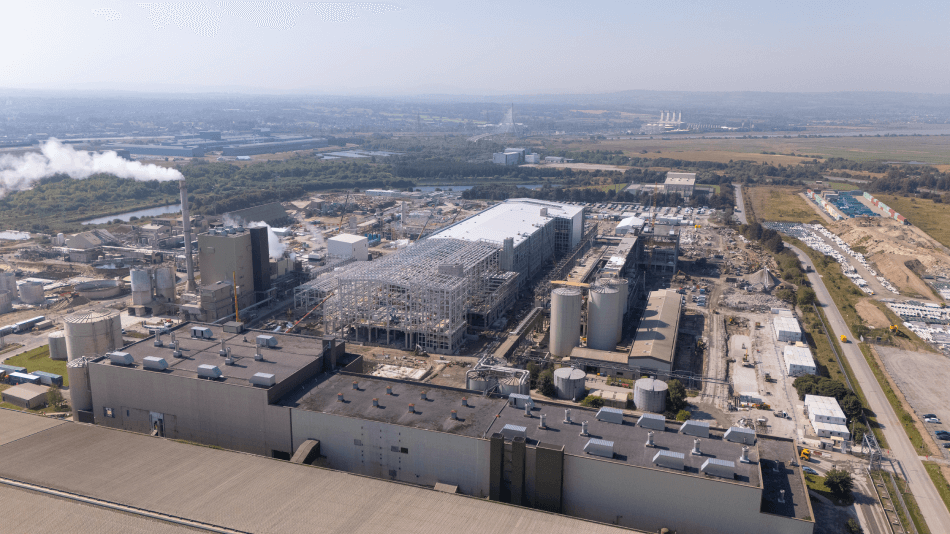
Mr Savolainen explains that the mill, clad in silver with green edging, will house Paper Machine 11 (PM11) which will produce 420,000 tonnes of 100% recycled lightweight containerboard and fluting per annum.
Originally planned for a 2010 start, he says that the recession delayed the project but it is now fully on schedule for early 2012. We started planning for the project now in 2009 and we were able to give conditional contracts for the paper machine at that time. In January 2010 we went public on the plans and work is now well underway.
He says that at present there are about 300 people on site and this will rise to 600 by June. The construction side has been a boon to the UK construction sector during the recession as the civil engineering works are worth about 60 million.
All civil works are by British contractors and they have had to employ locally where possible, says Mr Savolainen. This includes local firm Cheetham Hill Construction and civils firm HA Clark. And he praises the performance of all the companies. All of the contractors have been British and we have found that they have been competitive and kept to their time schedule.
Paper
The Partington site will have a recovered paper area for the delivery of baled paper which will be in an open area. This will be able to store up to 23,000 tonnes of recovered paper, principally used cardboard and offcuts from new box makers.
The main process building will house the paper machine which will use steam-filled cylinders to dry the paper as it is produced. The lightweight paper produced will be rewound into smaller reels and be held in an automated warehouse ahead of dispatch to customers.
The CHP unit, with a Siemens boiler, will meet the mills full energy requirements and have a natural gas-fired turbine. An estimated 33-37 MW of electricity will be generated by the unit producing 75-90 tonnes per hour of steam all of which will be used on site. In terms of electricity, 21-24 MW will be consumed by the mill with any balance supplied to the grid.
And, with quality assurance certifications and other monitoring, the CHP plant will also qualify for ROCs, or renewable obligation certificates, as biogas from the process will pass through it.
Metso
PM11 follows the 2007 launch of PM10 at SAICAs El Burgo de Ebro site, near Zaragoza, Spain. This produces 400,000 tonnes a year of lightweight testliner on a machine made by Voith. While SAICA used a Voith machine for PM10, this time it has opted for a Metso machine which is 8.2m wide with a trim width of 7.6m and is designed to a very fast speed of 1,700m per minute.
Mr Savolainen says the company favoured Metso which has many of this type of machines in Europe and has some new ideas for the construction process. And, he believes that the machine can help deliver on the companys very ambitious speed levels for production.
Installation starts on March 16 2011 with construction of the foundation base plates and then from April it will take about six months for full installation.
The Metso order is worth about 60 million Euros and includes a complete paper machine, including an approach flow system, pulpers and air systems. Metso said that this also involves a comprehensive Metso automation package which will comprise process, machine and quality controls. And, a Metso process control system will also be supplied for the CHP unit.
While the machine will be able to produce material weighing in the range of 75-125 grammes per sq metre, Mr Savolainen says that it is likely to be at the lower end to produce material for lighter packaging with the environmental benefits that this brings.
SAICAs own box-making plants will be the main client for the material with about 30% of production set to go to independent box-making plants. He adds: We have about 18 box-making plants at the moment but no production capacity in the UK.
Power and automation technology group ABB has the contract to deliver the paper machine and winder sectional drive systems for the PM11 paper production line.
Efficient
Mr Savolainen says that SAICA is determined in its aim to be very efficient. We will be the most cost-efficient mill: everything has to be the most efficient. Our total performance looks to be very competitive, and all operating costs will be covered by this approach – even with the energy price, we are looking for a very competitive price for our natural gas supply.
And, he emphasises the importance of lightweighting and the advantages it can bring as the products can offer the same strength as heavier material. He also sees more of a closed-loop approach to cardboard within the UK. We will replace imports, this is a business where the costs will be competitive and you dont need to export material and then import it.
In terms of raw material supply, Mr Savolainen says that the company is looking for its own collection centres in the long run. But prices are dictated by the market, recycled material will come if there is demand. The Chinese exporters have additional costs for transporting to China and even Spain also has to pay for transport so producing here we will be more competitive.
SAICA has already set up one such collection centre by buying Wiltshire-based recycling firm Futur in November 2010. Further such acquisitions are expected during 2011.
Communications

While Mr Savolainen faces the challenges of the construction and papermaking side of the project, staffing challenges and communication imperatives are handled by his colleague Ellie Levens, who has experience within the UK paper industry.
Ms Levens plays a crucial role in helping liaise with the local community as well as overseeing staffing and training arrangements. She is also proud of the local connections and employment opportunities offered.
She says: We have tried hard to have local links on the construction side and to influence contractor to employ locally when they can. Vacancies have been offered through JobCentrePlus and the Consultation Liaison Group (CLG) is told when there is a vacancy. We have also given information to housing associations and through newsletters.
As far as possible, local residents would get our preference, adds Ms Levens. However, there are lots of roles which are very technical though so we sometimes have to employ from outside of the area. We have sent a number of people for training in Spain, they are there for about 12 months.
“Yes, it is tough for them going away from the family but they are looking at the bigger picture. This will be a long-term job with job security and that is a big driver that helps them get through their training period.
In August the engineers will come back and some of the plant operators return in July. People are still going out to Zaragoza and Ms Levens says that this means they will know the company and see how a paper machine works in detail.
Spanish is also being taught although some lessons are in English and training is provided alongside Spanish crews so the UK contingent can also learn the purchasing and logistics systems.
International
Ms Levens notes: Standardisation is a big thing for SAICA. Even at the human resources level there are meetings between Spain, France, Portugal and the UK. We recognise that we are an international company and standards and communications are important.
In terms of relations with the local community, besides the importance of jobs, Ms Levens says that the company wants to be a good neighbour and to be part of the community. We have an active community liaison group and keep them informed about what we are doing and being realistic with them about expectations.
Thecommunity liaison groupincludes a Trafford councillor, a town councillor and residents groups and meets quarterly.
One group already invited on site, says Ms Levens, have been local construction students who were fascinated by the project. They are to return this summer to see the progress made.
Related Links
And, local newspapers and other media are also important. She explains: The local media has been understanding and there has been support from councils, the development agency and local groups.
“In fact there has been no concerted opposition to the project although we do get the odd concerns during the construction stage which is not surprising and we always try to respond positively and help where we can.


Subscribe for free